
untuk download dokumen ini silahkan klik di bawah ini :
DOWNLOAD 1
DOWNLOAD 2
A. HIGH SPEED STEEL (HSS)
High speed stell (HSS) merupakan perkakas yang tahan terhadap kecepatan kerja yang tinggi dan tempeatur yang tinggi juga dengan sifat tahan softening, tahan abrasi dan tahan breaking.
a. HSS Konvensional yaitu :
♦ Group M (Molybdenum HSS)
♦ Group T (Tungsten HSS)
b. HSS Spesial yaitu :
♦ Cobalt added HSS
♦ High vanadium HSS
♦ High hardness Co HSS
♦ Cast HSS
♦ Powdered HSS
♦ Coated HSS
a. HSS Konvensional
HSS Konvensional jenis T (paduan utama tungsten/wolfram) terutama digunkana untuk pahat-pahat yang kecil. Paduan karbon dan kromium berfungsi untuk meningkatkan kekerasan tool steel. Penambahan vanadium sebanyak kurang dari 1% akan memperhalus butir. Semakin besar konsentrasi vanadium maka semakin cepat terbentuknya vanadium karbida sehingga menambah ketahanan terhadap keausan. Tungsten digunakan untuk menghasilkan ketahanan terhadap softening (pelunakan) pada temperatur tinggi.
Jenis molybdenum memerlukan proses laku panas dengan tungku kolam garam (salt bath furnace) untuk menghindari terjadinya proses dekarburisasi. Tungku tersebut terdiri atas tiga bagian yaitu :
1. Preheat salt berisi KCl dan NaCl pada temperatur 740-875 0C
2. High heat salt berisi BaCl2 pada temperatur 1150-1200 0C
3. Quenching salt berisi CaCl2, KCl, NaCl pada temperature 550-600 0C
Dalam high heat salt bath furnace BaCl2, teroksidasi menjadi BaO yang dihilangkan secara periodik (untuk mencegah terjadinya dekarburisasi pada HSS) dengan menambahkan silika (menjadi Ba silicate yang terapung) atau menambahkan methychoride (menjadi BaCl2, melepaskan gas H2 dan CO).
Proses pembuatan HSS konvensional ini dilakukan dengan cara “secondary hardening” yaitu perlakuan pengerasan kedua dengan tujuan menghilangkan austenit sisa dan tegangan sisa. Proses perlakuan panas ini dibagi menjadi 4 bagian:
• Preheating (pemanasan awal)
• Austenisasi (pengerasan)
• Quenching (pendinginan)
• Tempring (pengerasan)
Dengan penjelasan sebagai berikut:
• Preheating
Preheating mempunyai tujuan untuk:
◊ Mengurangi thermal shock (panas tiba-tiba) yang timbul ketika perkakas dingin diletakkan ke tumgku yangpanas. Tujuannya adalah untuk mengurangi terjadinya retak.
◊ Meningkatkan produktivitas dengan cara mempercepat waktu proses pemanasan pada tungku.
◊ Mengurang jika terjadinya karburisasi yang terbentuk jika tidak dilakukannya preheating.
• Austenisasi
Austenisasi merupakan proses pembentukan austenit yang tergantung pada temperatur dan lamanya proses yang dilakukan. Sifat high speed tool steels mengakibatkan terhalangnya proses pelarutan campuran karbida selama austenisasi. Campuran karbida tidak akan larut kecuali baja tersebut dipanaskan antara temperature 280C – 560C (500F – 1000F) yaitu titik cairnya. Temperatur proses austenisasi bekisar antara 1150C- 12900C (2100F – 12500F) dan pertahankan selama 2 – 6 menit,tergantung pada jenis baja dan peralatan.
• Quenching
Proses quenching atau pendinginan dari temperature austenisasi bertujuan untuk merubah austenit yang terbentuk pada temperatur tinggi menjadi struktur martensit yang keras. Kadang proses quenching dilakukan dua tahap, pertama sekali dilakukan pendinginan minyak hingga antara temperature 5400C – 5950C (1000 sampai 11000F), setelah itu dilanjutkan dengan pendinginan udara hingga mendekati temperatur daerah sekitar.
• Tempering
Setelah proses austenisasi dan quenching, baja mengalami tegangan yang tinggi dan oleh karena itu rawan terhadap retak. Proses temper awal terjdi antara temperature 600 sampai 8500C berfungsi untuk meningkatkan ketangguhan baja dan memungkinkan untuk dilakukan tahap pengerasan kedua.
Proses temper kedua mengurangi stress sisa dan mengubah austenit sisa dari proses quenching menjadi martensit. Endapan karbida yang terbentuk membantu proses secondary hardening, menyisakan karbida dan karbon.

Gambar. Proses Tempering
b. HSS Spesial
• HSS dengan paduan Cobalt akan menyebabkan HSS mempunyai sifat-sifat hot hardness dan wear resistance yang lebih baik.
• High hardness Co-HSS
Adalah jenis yang relatif baru dari HSS, kekerasannya dapat mencapai 69-70HRC sehingga memiliki hot hardness yang tinggi dengan ketangguhan yang cukup. Dengan kecepatan potong yang sedikit lebih rendah dari kecepatan potong pahat karbida serta dengan sudut geram yang besar, maka jenis pahat ini mampu memotong benda kerja yang telah dikeraskan, titanium steel serta baja campuran Ni dan Co yang sulit dipotong (turbin jet engine). Mudah digerinda akan tetapi sewaktu heat treatment perlu pengontrolan temperatur yang seksama.
• Cast HSS
Dengan majunya teknologipenuangan, makaHSS mungkindituang menjadi bentuk-bentuk yang rumit dari perkakas potong (misalnya milling cutter) dengan keuletan yang cukup baik. Hampir semua jenis baja perkakas dapat dituang, dalam hal ini penuangan lebih dimaksudkan untuk menghindari permesinan (pembentukan geometri pahat) dari bahan HSS yang susah dibentuk dengan proses konvensional (jenis paduan tinggi seperti T 15).
• Powdered HSS
Merupakan salah satu teknik untuk memperhalus besar butir dengan cara menyentir (sintering) serbuk halus karbida dengan tjuan untuk mempertinggi kekuatan (transverse rupture strength) dan hot hardness, selain itu sifat machinability, grindability, maupun hettebility-nya menjadi lebih baik. Serbuk ferritte di dapat dengan teknik atomisasi secara semburan air atau gas mulia, teknik sentrifugal ataupun teknik elektroda putar. Pada teknk water jet serbuk ferritte akan teroksidasi sehingga perlu direduksi pada waktu sintering. Serbuk TiC, WC atau MoC dibuat dengan cara karburisasi, pengilingan serta penyaringan serbuk ferritte dan karbida ini dicampur dengan perbandingan berat tertentukemudian dipanaskan sambil ditekan. Hasil proses sintering ini berupa bahan dasar mula yang diproses lebih lanjut secara tempa ataupunpengerolan menjadi bahan baku HSS berupa batang, silinder atau plat.
• Coated HSS
Baja HSS biasa (molten HSS) maupun powdered HSS setelah dibentuk menjadi perkakas potong (pahat gurdi, hob, tap dsb) dapat dilapisi Nitrida maupun oksida dengan proses PVD diperlukan energi yang tinggi untuk menguapkan metal/bahan pelapis secara induksimaupun penembakan berkas elektron. Dalam kamar reaksi uap bahan pelapis tersebut menempel pada benda yang akan dilapis karena daya tarik molekuler. Proses pelapisan dapat dilakukan pada temperatur di bawah temperatur tempering HSS (550 0C), sehingga tidakterjadi perubahan bentuk atau pelunakan.
Pada umumnya lapisan oksida sangat stabil pada temperatur kerja yang tinggi. Selain dari penarikan tahanan keausan lapisan ini juga mempunyai sifat non adhesi sehingga mencegah terjadinya BUE. Jika kecepatan potong yang digunakan terlalu tinggi akan terjadi keausan kawah sedangkan keausan tepi hampir tidak terjadi. Pemakaian coated HSS perlu direncanakan dengan cermat sebab lapisan trinida ataupun oksida tersebut sesungguhnya sangat tipis lagi pula sangat dipengaruhi oleh keandalan lapisan serta keseragaman pelapisan.
Semua jenis HSS dapat diperkeras hingga tingkat yang lebih tinggi daripada jenis tool steel lainnya, HSS memiliki partikel karbida yang tersebar dengan baik yang dapat meningkatkan ketahanan terhadap keausan.
B. HOT WORK TOOL STEEL
Hot work tool steel merupakan baja perkakas yang tahan terhadap tekanan tinggi pada temperatur tinggi, tahan terhadap abrasi, loading. Berdasarkan paduannya, HWTS (Hot Work Tool Steel) dibagi menjadi tiga tipe :
♦ Tipe Chromium (H1-H19)
♦ Tipe Tungsten (H20-H39)
♦ Tipe molybdenum (H40-H59)
Paduan dari HWTS yaitu W< Mo< CR, dan V yang berguna untuk membentuk karbida pada waktu proses temper yang mencegah terjadinya dislokasi dan mengurangi efek softening pada waktu pemanasan. HWTS juga dibuat melalui pengerasan kedua atau peningkatan kekerasan pada waktu tempering.
Untuk tipe Chromium bersifat resist softening (tahan terhdapa pelunakan) hingga temperatur 800 0F (430 0C) sedangkan tipe tungsten bersifat softening hingga temperatur 1150 0F (620 0C). komposisi dari H10 hingga H13 sama dan juga memiliki kekerasan yang sama. H14 dan H19 terdiri dari tungsten yang banyak untuk meningkatkan kekerasan dan ketahanan terhadap hot erotion. H11 dan H13 banyak digunakan untuk HWTS. H11 digunakan untuk aplikasi struktural, dan H13 dipakai di industri untuk pengerjaan panas.
Baja tersebut secara kasar dapat digolongkan menjadi baja yang diperkuat oleh Cr, Mo, dan W baja yang diperkuat dengan presipitasi :
♦ Hot work tool steel yang diperkuat dengan Cr
Baja ini mepunyai mampu keras yang baik, jadi meskipun ukurannya besar, dapat dikeraskan dengan udara. Ketahanan pada temperatur tinggi sedikit kurang dibandingkan dengan baja yang diperkeras oleh W, tapi mempunyai ketahanan yang baik terhadap pemanasan berulang, dan pendinginan berulang dan sangat ulet. Kalau V ditambah 1% ketahanan pelunakan karena penemperan menjadi lebih tinggi, jadi ketahanan panas dan tahan terhadap kerugian karena fusi logam yang cair dapat diperbaiki. Dengan menambahkan 1% W kekuatan panasnya dapat diperbaiki.
♦ Hot work tool steel yang diperkuat dengan Mo
Baja ini sangat mudah dkeraskan dengan pendinginan udara. Sifat-sifatnya ada diantara sifat baja tipe Cr dan tipe W, lebih kuat dari tipe W dalam keadaan panas dan mempunyai keuletan yang lebih baik. Tetapi baja ini mudah mengalami dekarburisasi.
♦ Hot work tol steel yang diperkuat dengan W
Mampu keras baja ini kurang baik tetapi dapat dikeraskan dengan pendinginan udara. Ketahanan pelunakan lebih baik pada temperature tinggi tetapi kalau W bertambah konduktivitas panasnya berkurang yang menyebabkan lemah terhadap kelelahan termal. Dalam tipe ini telah dibuat baja yang ditambah dengan Co dengan maksud untuk memperbaiki kekuatan panas dan ketahanan impact.
♦ Pengerasan presipitasi Hot work tool steel
Setiap baja perkakas dapat mengalami pengerasan kedua pada waktu penemperan, hal ini hanya terjadi sedikit ada tiga macam benda baja di atas, tetapi baja tersebt mempunyai kekerasan yang rendah setelah dikeraskan sementara itu pengerjaan permesinan dapat dilakukan dengan mudah. Dengan presipitasi setelah permesinan kekerasannya meningkat. Pada umunya baja tersebut ditemper sampai pada kekerasan yang lebih rendah daripada kekerasan maksimum dan presipitasi berlanjut pada permukaan sehingga menjadi lebih keras. Pada pengerasan presipitasi kekerasan baja lainnya lebih endah dan ketahanan ausnya juga kurang dibandingkan dengan baja tipe Cr.
Jenis Chromium HWTS digunakan pada logam dengan titk lebur yang rendah seperti Al, Mg, sedangkan jenis tungsten dan Mo digunakan pada logam dengan titik lebur tinggi seperti brass, Ni dan steel alloy. Makin tinggi kandungan alloy maka makin besar ketahaan terhadap temperature softening dan menambah kekerasannya, tetapi lebih getas.
C. COLD WORK TOOL STEEL
Cold work tool steel (CWTS) mempunyai sifat yang tidak tahan trhadap softening pada temperatur tinggi. Temperatur kerja tidak lebih dari 260 0C.
CWTS dibagi menjadi empat kelompok yaitu :
♦ Kelompok A yang dilakukan pengerasan udara (air hardening)
♦ Kelompok D dengan komposisi C dan Cr yang tinggi
♦ Kelompok O yang dilakukan pengerasan minyak (oil harening)
♦ Kelompok W yaitu pengerasan air (water hardening)
Dengan penjelasan sebagai berikut:
◊ Air hardening tool steel
Biasanya total paduan air hardening tool steel ini berkisar anatara 5% sampai 10%, dan memiliki mampu keras yang cukup dengan ketebalan hingga 6 in (150 mm). Paduan yang biasanya digunakan yaitu : C, Mn, Si, W, Mo, Cr, V dan Ni.
Chromium dan molybdenum meningkatkan kekerasan dan mempercepat terbentuknya campuran karbida.
◊ High carbon, high chromium
Proses hardening tool steel ini ada yang menggunakan proes air hardening dan ada juga dengan oil hardening. Total paduannya yaitu sekitar 12% chromium dan carbon lebih dari 1,5%. Selain C dan Cr ada juga paduan lain seperti Mo, V, Co. Tipe D2 mengandung paduan Chromium krbida yang dapat meningkatkan ketahanan terhadap abrasi. Tipe D3 memiliki arbon yang lebih tinggi untuk menghasilkan campuran karbida dan meningkatkan ketahanan terhadap aus. Tipe D4 memiliki karbon yang lebih tinggi dari D2 untuk ketahanan abrasi yang lebih besar. D5 mengandung Cobalt untuk meningkatkan ketahanan terhadap terper softening.
◊ Oil hardening tool steel
Kadar karbon tool steel ini cukup tinggi dengan paduannya yaitu C, Mn, Si, W, Mo, dan Cr. Tool steel ini bersifat tahan aus pada temperatur normal dan tidak tahan terhadap softening. Tipe O1 dan O2 memiliki sifat yang sama. Tipe O2 mempunyai autenisasi yang sedikit lebih rendah dari pada tipe O1. temperature pengerasan yang rendah mengurangi distorsi sewaktu quenching. Tipe O6 mempunyai kadar karbon yang cukup untuk merubah 0,3% grafit menjadi matrix martensit dari struktur yang dikeraskan. Ini disebut baja perkakas grafit. Grafit tersebut dimaksudkan sebagai pelumas dalam system sliding pada logam dengan logam. Tipe O7 mempunyai konsentrasi tungsten yang signifikan untuk mepercepat terbentuknya karbida tungsten sehingga meningkatkan ketahanan terhadap abrasi.
D. SHOCK-RESISTING TOOL STEEL
Tool steel ini biasa digunakan untuk pahat dengan campuran yaitu C, Mn, Si, W, Mo, dan Cr. Jenis tool steel ini memiliki kadar karbon yang lebih rendah dibandingkan dengan Cold work tool steels. Tingkat kekerasannya tidak pernah sama dengan Cold work tool steel (maksimal 58 HRC), tetapi memilii ketangguhan yang lebih baik. Pada S1 terdapat paduan tungsten untuk meningkatkan ketahanan terhadap keausan. Tipe ini merupakan bahan utama pahat. Tipe S2, S5 dan S6 memiliki silikon yang dapat memperkeras sifatnya. Tipe-tipe ini memiliki karakter yang sama tetapi berbeda dalam pengerasannya. Tipe S7 angat berbeda dengan tipe lainnya. Dengan adanya chromium dan molybdenum membuatnya dapat dilakukan air hardening , maka tipe ni biasa digunakan untuk injection molding cavities, ketahanan terhadap abrasi sangat rendah karena shock resisting tool steel tidak memiliki kekerasan dan campuran karbida sebagaimana pada Cold work tool steel. Jadi tool steel ini hanya digunakan ketik faktor ketangguhan lebih dibutuhkan dibandingkan dengan ketahanan terhadap keausan.
E. MOLD TOOL STEEL
Tool steel ini memilki kadar karbon yang rendah dengan komposisi alloy (%). Tool steel ini banyak digunakan untuk low temperatur die casting dies dan mold untuk plastik injection Tipe P2 sampai P6 memiliki kadar karbon yang rendah dan tidak dapat dilakukan pengerasan dengan quenching. Tipe P20 memiliki kadar karbon dan paduan yang cukup dengan kekerasan hingga mencapai 30 HRC. Tipe P21 dapat dilakukan pengerasan quenching dan perlakuan panas hingga mencapai 32 sampai36 HRC dengan cara presipitation hardening steel paduan Aluminium.
F. SPECIAL PURPOSE TOOL STEEL
Tool hanya terdiri dari dua tipe yaitu L2 dan L6 dengan komposisi paduan sebagai berikut: “Tipe L2 terdiri dari beberapa macam tingkatan kekerasan dengan posisi karbon yang berbeda. Tipe L2 dan L6 biasanya dilakukan keras minyak hingga tingkat kekerasan antara 30-45 HRC. Kedua tipe ini biasanya digunakan untuk machine part, iveting tool wrenches, dsb.”
G. WATER HARDENING TOOL STEEL
Tool steel ini tidak mengandung campuran karbida. Kadar karbon yang ada yaitu 0,6 sampai 1,4 dan paduannya yaitu Cr dan V, dimana Cr berguna untuk menaikkan tingkat kekerasannya tetapi tidak aus. Paduan Vanadium nberguna untuk memperhalus ukuran butirannya sehingga meningkatkan ketanguhannya Tipe W2 mengandung Vanadium sehingga memperhalus butirannya dan mengurangi terjadinya retak sewaktu quenching. W5 mengandung chromium untuk meningkatkan kekerasannya. Semua tool steel ini sangat kurang kekerasannya dan memerlukan pendinginan air. Karena sedikitnya alloy yang ada pada tool steel ini maka harganya cukup murah. Sifatnya mudah retak karena pendinginan air.
2. Perlakuan panas pada stainless steel dan aplikasinya
Stainless steel merupakan baja paduan tinggi dengan tujuan utama dapat menahan korosi keras dan tangguh.
Stailess steel dibagikan atas lima kelompok yaitu :
- Martensit
- Austenit
- Feritte
- Duplex
- Presipitation hardening
1. Martensit merupakan baja cr dengan atau tanpa paduan lain.
Sifat-sifat penting dari martensit
1. Sifat Mekanis,
- Kekuatan dan kekerasannya lebih baik dari ferrite dan austeit
2. Ketahanan korosif
- Paling buruk dibanding jenis stainless steel yang lain, tapi lebih baik daripada baja karbon dan HSLA
3. Karakteristik fabrikasi
- Bisa diproses cold working draw, bending dan machinery
- Weldenbility kurang baik karena selama pengerasan bias terbentuk embrittement dan filler metal = kandungan Cr dari base metal
4. Sifat magnetit paling baik disbanding stainless steel lainnya
Proses pembuatan martensit:
- Proses dilakukan dengan cara pendinginan pada fasa martensit sehingga material sebisa mungkin untuk menghindari partikel austenit,feritte karena dapat terbentuk fasa austenit jika didinginkan.
- Pendinginan hot rolled
- Heat treatment :
1. Pemanasan dengan temperature 850- 870 o c
2. Pendinginan pada temperature 540o c dilakukan dengan laju pendinginan tertentu
3. pendinginan langsung dari hot rolled
4. Preheting pada temperature 540oc- 670oc atau temperature hardening kemudian di tempering.
Klasifikasi dan aplikasi dari martensit :
1. AISI 403
- σ sedang, dengan lingkungan korosif sedang
- dipakai pada part roteting turbin
2. AISI 410
-σ sedang , korosif sedang
- dipakai pada pompa stainless tubbles cups
3. AISI 416
- machineability baik
- untuk nut, bolt valve
2. Austenit staenles stell.
Sifat-sifat :
- Ketangguhan baik sekali
- Ketahana korosi yang paling baik dari SS yang lain
- Bentuk kristal pada suhu ruangan dan temperature tinggi adalah FCC
- Non hardened heattretment
- Mudah dibentuk
- Dapat menhan timbulnya scc dan linier granulun corrosion
- Paling banyak dipakai dalam industri
- Non magnetit
Klasifikasi austenit :
- AISI 301
- AISI 304
- AISI 305
301 dan 304 berfungsi sebagai streghtend by cold working
301 dan 305 sebagai cow alloy, heavy deformation working.
3. Ferrite stainless stell
Sifat- sifat :
- Ketangguhan rendah
- Ketahan korosi medium
- Bentuk kristal bcc dengan matrik utama feritic
- Non Hardenet heatried sebagai pengganti peningkatan ketangguhan dengan cara cold working.
- Material ini dapat menghilangkan korosi pada lingkungan namun sifatnya hanya menghandel terbentuknya acid corotion
- Pengelasan pada material ini agak sulit karena pada temperature tinggi bias terjadi sensitation dan embritented welding untuk mengatasinya biasanya material ini dipadu dengan titanium atau dengan filler yang mengandung titanium.
- Operasi pada temperature rendah atau medium, tidak baik pada temperatur tinggi.
Klasifikasi dan Aplikasinya
1. Masuk dalam standar AISI 400.
Aplikasi dalam industri :
Tipe 405 : tower lining, separation, turbin blade, baffles
Tipe 430 : hiprit acid service, industrial atmosfir, structural dan arsitechirework
Tipe 456 : Kadang disebut generasi kedua dari 430, 4% Mo: resistance corotion.
Tipe 430 F : pump, shaff, value part, 0,018% S: free machining
Tipe 440 : buner buffle, furnace
Fabrication :
Material ini dilakukan dengan pengecoran teknik industri pada pembuatan baja dengan komposisi dan unsur-unsur paduan utama Cr atau Mo, kemudian dilakukan pendinginan secara lambat sekali dan biasanya hasil produk bias dalam bentuk sebagai berikut : bar, material ketangguhan, sebagai pengganti dilakukan cold working. Material ini mudah dimachining dengan adanya S dan dapat diforging hot working, stumping-drawing, material ferrite ini pada temperature 280oC memiliki elongation yang baik dan sering pada temperature ini dilakukan drawning.
3. Fenomena Terbentuknya Perlite, Martensite dan Bainit
a. Perlite
Baja Eutektoid didinginkan pada temperatur Austenite (8500C – 7500C) setelah sampai pada temperatur 6500C perlite akan mulai dibentuk pada 1 detik dan sempurna pada 210 detik. Formasi perlite ditandai dengan pertumbuhan batas butir austenite akibat difusi permukaandari batas butir, dimana perlite sebagai Junction (ranting) akibat difusi ferrite dan sementite. Pertumbuhan batas butir semakin banyak tergantung system pendinginan dan kandungan karbon yang dimiliki.

Gambar Skematik Terbentuknya Pearlite

Gambar Pertumbuhan Pearlit Pada Batas Butir Akibat Difusi
b. Martensite
Martensite terjadi akibat pendinginan cepat dari temperatur Austenite. Akibat quenching (pendinginan cepat) dengan air menyebabkan karbon tidak dapat berdifusi keluar dan terperangkap didalam larutan jenuh sehingga terbentuk fase Martensite (dalam bentuk BTC) dengan tranformasi geser. Pembentukan tergantung pada komposisi karbon yang dikandung. Secara umum Martensite terbagi menjadi Lath Martensit dan Plate Martensite. Full Martensite dapat dibuat dengan proses quenching dari suhu kamar sampai suhu -400C (Zero Martensite).
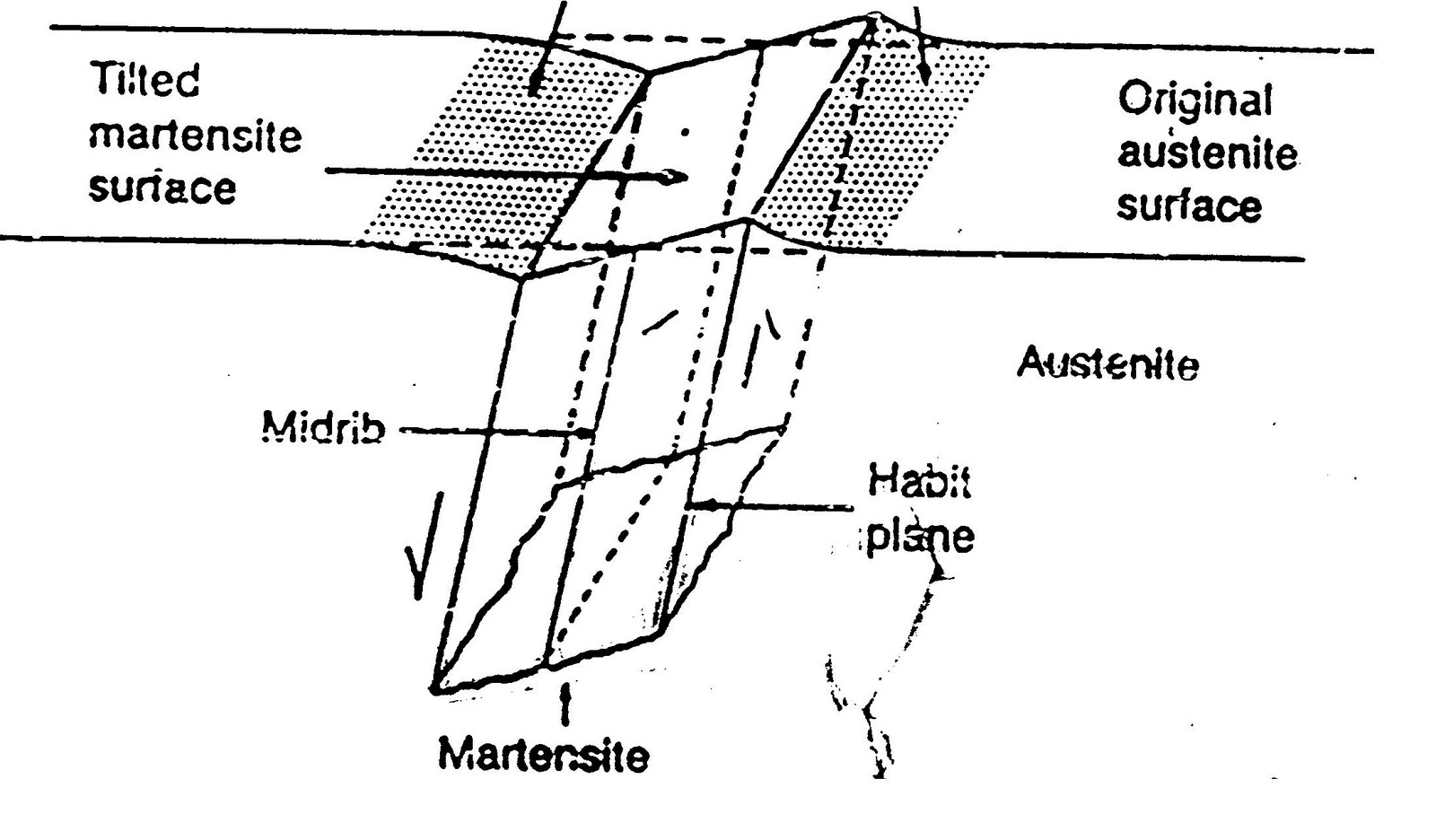
Gambar Transformasi Geser Terbentuknya Martensit
c.Bainit
Pada temperatur dibawah 550°C bainit akan mulai terbentuk dan memisah sepanjang pearlit. Pada formasi ini diasumsikan untuk menandai nukleus ferrit yang tumbuh sebagai pelet dari batas butir. Kandungan karbon austenit meningkat terus.Jika pelet-pelet dari bentuk simenentit dalam jugtion dengan pellet-pelet ferrit maka terbentuklah yang namanya bainit. Temperatur bainit terbentuk dimulai dari sisi butiran pada waktu yang sama model formasi bainit berubah tergantung pada temperatur pendinginan dan formasi komposisi dari baja itu sendiri.
Memang sulit untuk membedakan jenis bainit yang terbentuk. Berdasarkan temperatur pembentukannya maka bainit diklasifikasikan menjadi upper bainit dan lower bainit. Upper bainit terbentuk pada temperatur 550 - 400"C dimana Fe3C terbentuk pada batas agregat α (<0,03C) terhadap γ

Gambar Temperatur Terbentuknya Upper dan Lower Bainit
Dengan hubungan kristal (001)Fe3C (225 ) γ [100]fe3C(554) γ.Sifat dari uper bainit ini adalah lebih rapuh dibanding lower bainit. Lower bainit terbentuk pada temperatur (400-250oC), dimana ε Fe karbida / simentit tumbuh berupa batang jarum didalam agregat α (<0,03C).







ASYIKKKKK.....?!!!!!!
BalasHapus